東莞江科(kē)複合(hé)材料有限(xiàn)公司是一家專(zhuān)業從事複合材(cái)料(環(huán)氧樹脂,預(yù)浸k布碳絲(sī),碳纖(xiān)維)及(jí)其制(zhì)品的設計、研(yán)發(fā)、銷售(shòu)于一體的高科技型企業
東莞江科(kē)複合(hé)材料有限(xiàn)公司是一家專(zhuān)業從事複合材(cái)料(環(huán)氧樹脂,預(yù)浸k布碳絲(sī),碳纖(xiān)維)及(jí)其制(zhì)品的設計、研(yán)發(fā)、銷售(shòu)于一體的高科技型企業

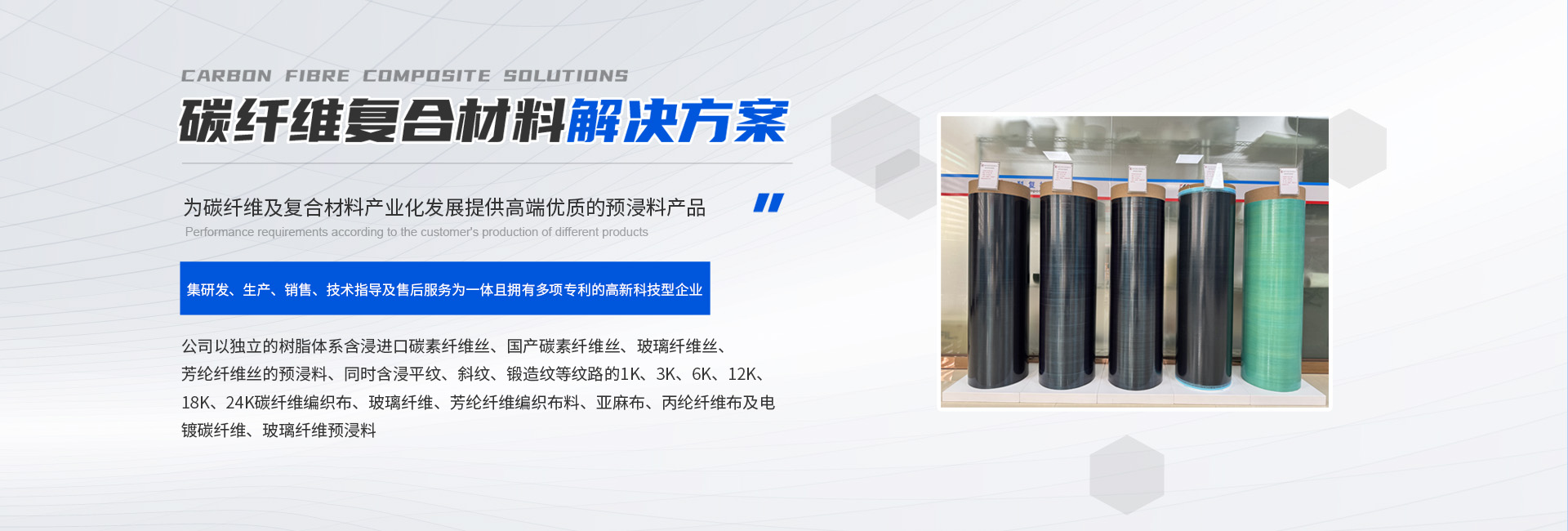
江(jiāng)科複合(hé)材料碳纖維複合(hé)材(cái)料解決方(fāng)案服務商(shāng)

聯(lián)系人:158 1766 5888
聯(lián)系人:138 2698 8549
地(dì)址:東莞市塘廈鎮科苑(yuàn)城鹿(lù)苑路(天倫科技園(yuán))109号9棟一(yī)樓
産(chǎn)品(pǐn)展示
環氧樹脂系列 預(yù)浸料 更多産品(pǐn)關于(yú)我們
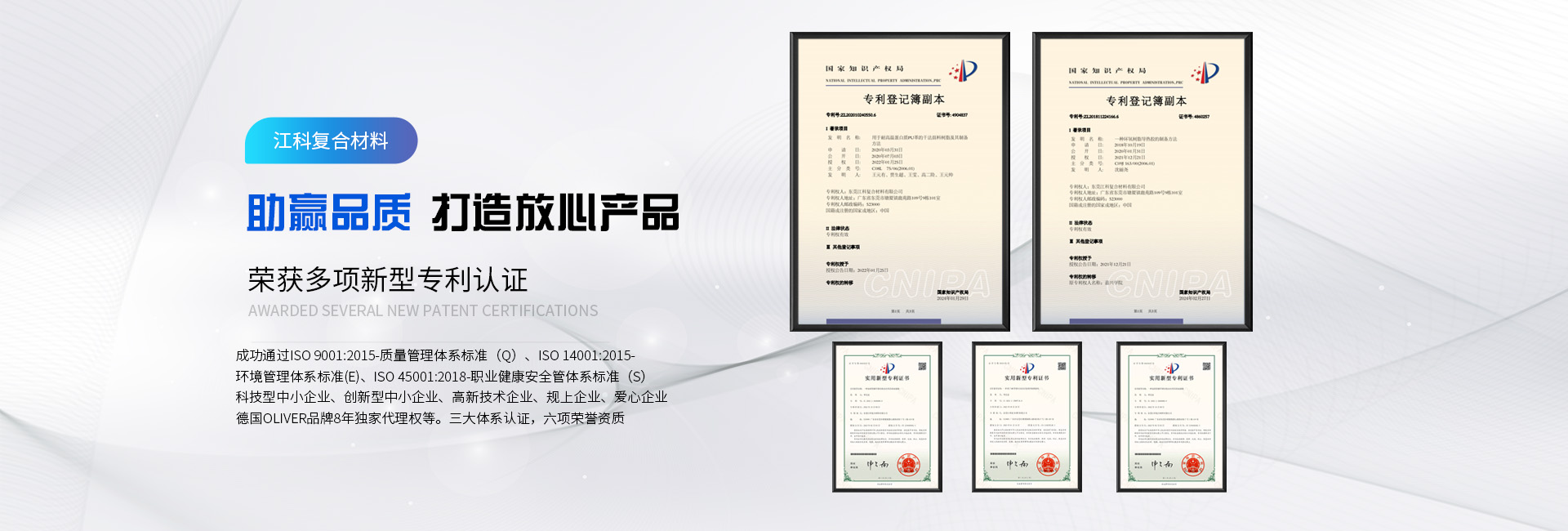
公司(sī)簡介 企(qǐ)業形象(xiàng) 資質(zhì)證(zhèng)書(shū) 應用領(lǐng)域(yù)新聞(wén)中心(xīn)
公司動态 行業(yè)資訊 常見問題(tí)聯系我們
聯系(xì)方式
微(wēi)信(xìn)号(hào)

小(xiǎo)程序

公(gōng)衆号(hào)
 發送(sòng)郵件(jiàn)
發送(sòng)郵件(jiàn)
 在線(xiàn)咨詢
在線(xiàn)咨詢